
Dans les industries de process, les Nettoyages En Place sont souvent effectués de façon automatisée par des stations de nettoyage directement intégrées aux outils de production. Les cycles de nettoyage immobilisent alors la chaîne de production. Or des solutions permettent d’ajuster leur durée et d’accroître ainsi la disponibilité des équipements tout en réduisant la consommation d’eau.
Cette présentation est proposée par Fabrice CADIOU, de la startup InUse, qui proposent des solutions d’IoT industriels pour les usines.
Les Nettoyages En Place (NEP en français ou CIP en anglais pour Cleaning In Place) font partie des contraintes obligatoires dans le cycle de production des industries hygiéniques travaillant en batch (Ndlr : il s’agit de l’expression consacrée pour dire par « lot ») et non en continu. Les normes d’hygiène exigent une désinfection des équipements des lignes de production après que chaque lot ait été produit. C’est le cas pour de nombreux secteurs, notamment agroalimentaire, pharmaceutique ou chimique. Ces opérations de nettoyage viennent en alternance des cycles de production, et constituent autant d’interruptions qui pénalisent la disponibilité des lignes de production.
Le Nettoyage En Place, une opération d’hygiène incontournable
Les stations de nettoyage opèrent régulièrement la désinfection de l’ensemble du système de production. Elles sont constituées de réservoirs en acier inoxydable, cuves de stockage, pompes et tuyauteries et intègrent des raccords avec les équipements de production. Dans une usine de taille moyenne, les stations de nettoyage lavent jusqu’à 250 équipements par jour pour éviter toute contamination (par bactéries, micro-organismes ou par contamination croisée).
Les étapes des protocoles de nettoyage et désinfection
Généralement, 5 étapes se succèdent dans un cycle complet de nettoyage:
- un pré-rinçage à l’eau chaude diffusée par des buses (pour les cuves) à haut débit qui décolle par exemple des résidus alimentaires ou solides.
- un premier passage de produits nettoyants qui permet d’éliminer les dépôts et particules dans les tuyauteries.
- un rinçage intermédiaire à l’eau de façon à évacuer ces produits nettoyants.
- un deuxième passage de produit détergent afin de supprimer totalement les derniers micro-organismes.
- un dernier rinçage complet à l’eau claire.
La détermination des référentiels des cycles de Nettoyage En Place
Les Nettoyages En Place sont opérés selon les différents principes du TACT :
- Température : La programmation définit un minimum et un maximum de température des liquides (eau ou eau additionnée de produits nettoyants ou détergents). Un niveau de température minimal est attendu.
- Action : L’action mécanique du lavage dépend des flux, caractérisé par le débit et la pression qui en résulte. L’utilisation de boules de lavage vient renforcer l’efficacité.
- Chimie : L’usage de produits de nettoyage tels que la soude ou l’acide est requis afin de dissoudre les matières organiques et minérales. Les dosages et la concentration sont quantifiés.
- Temps : La durée minimum attendue pour chacun des trois critères précédents est quantifiée au préalable en fonction de la phase de lavage.

Mises en évidence des phases de nettoyage trop longues (en bleu) et des incidents observés sur les équipements @InUse
Optimiser les NEP : un enjeu de performance autant qu’environnemental
Lorsque les équipements sont en cours de nettoyage, désinfection ou stérilisation, ils ne sont pas en capacité de produire. Les NEP ont ainsi une incidence directe sur le taux de disponibilité des lignes de production. Par ailleurs, les NEP requièrent de grands volumes d’eau dont la rareté s’avère de plus en plus critique au regard des besoins nécessaires à l’échelle d’une usine estimés à plusieurs dizaines de milliers de mètre cube par an. Optimiser les NEP est donc un point déterminant pour tout industriel qui vise à accroître la disponibilité des lignes de production tout en réduisant significativement sa consommation d’eau, autrement dit à atteindre l’éco-efficience.
La durée : variable clé pour optimiser les NEP
Les Nettoyages En Place sont réalisés selon des programmes préalablement définis par les objets les plus difficiles à nettoyer. Le travail de désinfection prend en compte un référentiel qui s’avère supérieur à la moyenne des cas de figure réellement rencontrés. En d’autres termes, par précaution les NEP se basent sur les variables hautes des critères relatifs au TACT et aux normes d’hygiène. Or selon les types de résidus à nettoyer, la durée nécessaire pour réaliser certaines phases de ces NEP peut être réduite sans compromettre leur conformité, en évacuant tout risque de contamination. Un enjeu apparaît clairement : comment optimiser la durée des NEP tout en garantissant le niveau de propreté attendu ?
Comment optimiser la durée des NEP sans compromettre leur conformité ?
Prérequis 1 – Compléter l’instrumentation des stations de nettoyage par des capteurs optiques
Les stations de lavage sont généralement dépourvues de capteurs permettant d’évaluer le niveau réel de nettoyage observé dans les équipements et canalisations (tuyauterie, raccords, cuves, réservoirs, etc.). L’installation de capteurs optiques en entrée et en sortie de ligne de lavage s’avère un moyen sûr et efficace pour récolter des données objectives sur ce qui se passe réellement lors des Nettoyages En Place.
La combinaison des technologies ultraviolet UV et infrarouge mesure avec précision le niveau de résidus organiques et minéraux présents dans les installations. L’absence de résidus observés permet d’assurer que la phase en cours peut de fait être stoppée sans risque.
Prérequis 2 – La nécessité de collecter les données de Nettoyages En Place
Si les capteurs optiques mesurent le niveau de propreté des fluides à un instant donné, ajuster la durée des programmes de lavages est une décision qui requiert la collecte d’un plus grand volume de données afin de déterminer un profil type pour chaque phase de nettoyage.
Dans ce contexte, la collecte systématique et continue des données de NEP issues de l’automate de la station (données de température, conductivité, débit, phase en cours…) mais aussi issues des capteurs optiques est indispensable. L’ensemble de ces informations alimente la base de ce processus d’optimisation, pour un volume faible de données finalement.
Exemple d’alerte de non conformité relevé par l’application lors d’un nettoyage.
Prérequis 3 – Evaluer la conformité des NEP en toute circonstance
La mise en relation entre les données de fonctionnement des NEP collectées et les règles de conformité édictées par chaque usine permet dans un premier temps la mise en œuvre d’un système qui alerte en cas de non-conformité des nettoyages et des normes d’hygiène. Ces alertes offrent en outre un premier levier d’éco-efficience pour les usines, en permettant d’identifier les dérives mécaniques éventuelles des équipements de nettoyage en temps réel (ex : montée en température trop lente, variations erratiques du débit…) et de guider ainsi les équipes de production vers les actions correctives nécessaires.
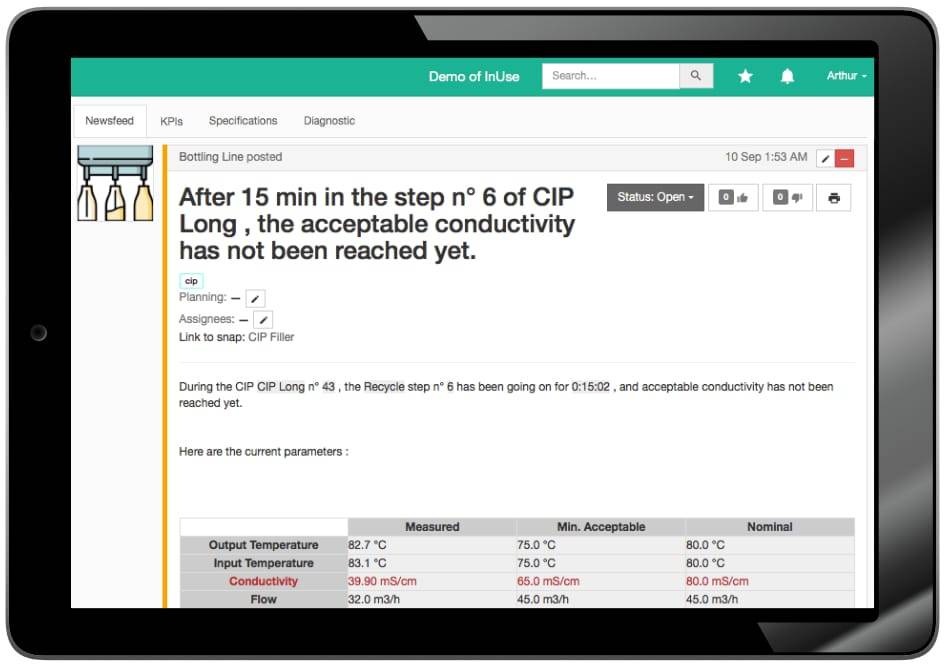
Exemple d’alerte de non conformité relevé par l’application lors d’un nettoyage. @InUse
Le challenge : obtenir des recommandations fines sur la durée optimale de chaque phase
Alors que chaque équipement de l’usine bénéficie généralement de deux programmes de lavages distincts (court et long), comprenant entre 3 et 5 phases distinctes, il peut exister ainsi jusqu’à plusieurs centaines de phases de NEP différentes potentiellement optimisables au sein d’une usine. Dans ce contexte, calculer manuellement ces optimisations potentielles s’avère contre-productif au regard du temps nécessaire pour les réaliser.
L’enjeu data sous-jacent s’avère ainsi d’automatiser le processus de collecte et d’analyse de telle sorte que le système soit en mesure de fournir automatiquement des recommandations justes sur la durée optimale de chaque phase.
Un processus d’optimisation fiable et rapide à mettre en œuvre
Des solutions telles que Pure Cleaning permettent justement d’automatiser ce processus d’analyse et de fournir ainsi aux experts NEP des usines les informations nécessaires pour optimiser la durée des nettoyages en toute sécurité. Le processus d’optimisation passe par les étapes suivantes :
- La définition d’un profil type par programme de lavage
La collecte du comportement de plusieurs occurrences du même programme permet de définir un profil type de ce programme. Une dizaine d’occurrences au minimum sont nécessaires afin d’entamer la suite du processus d’optimisation.
- L’identification des phases inefficientes
Si les capteurs optiques situés en entrée et en sortie de ligne de lavage indiquent en fin d’une phase une convergence des niveaux mesurés, alors la phase en cours peut être arrêtée. Par exemple, l’absence répétée de produits chimiques en fin de phase de rinçage indique qu’on peut écourter cette phase.
- La recommandation automatisée sur la durée idéale de la phase concernée
Le résultat de ces deux premières étapes permet la formulation d’une recommandation quant à la durée optimale conseillée par phase de nettoyage, assortie de données objectives sur le comportement observé au cours de la phase concernée.
- La mise en œuvre du nouveau programme de nettoyage par l’usine
Les recommandations délivrées nécessitent ensuite d’être traduites au niveau des automates des stations de nettoyage par les usines directement. Leur mise en œuvre s’avère souvent progressive, de telle sorte que la durée des lavages est optimisée par étape afin de minimiser le risque sanitaire lié au passage à un nouveau programme.
- Le contrôle de la conformité suite à l’évolution du programme et des gains observés
La validation de ces nouveaux programmes requiert enfin une évaluation bactériologique réalisée par le département qualité afin d’assurer leur conformité sanitaire. C’est également à partir de ce moment-là que peuvent être évalués les gains de temps et de consommation d’eau.
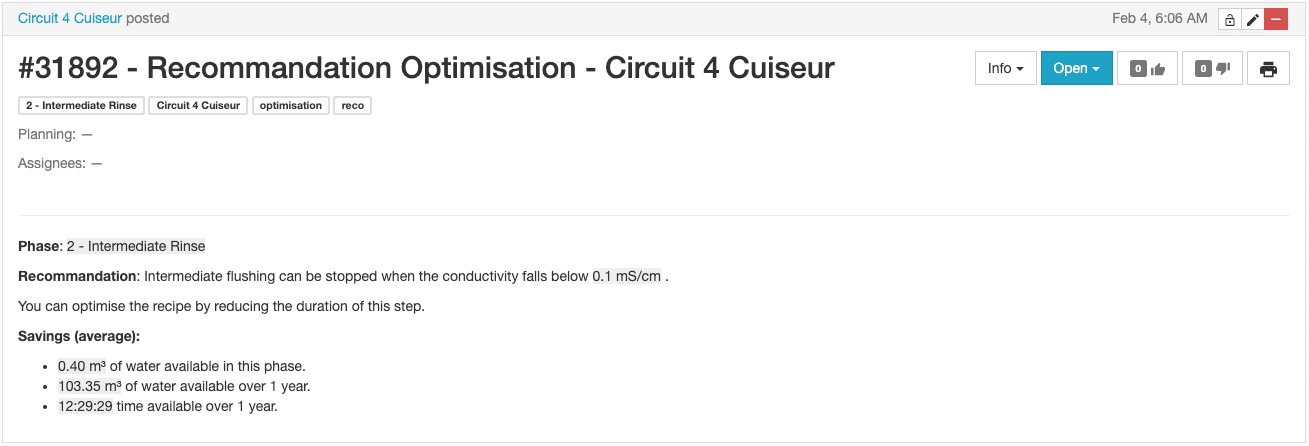
Exemple de recommandation @ InUse
Un levier tangible pour renforcer l’éco-efficience des sites de production
Bien que les Nettoyages En Place soient un processus annexe à la production de l’usine, leur optimisation a un impact réel sur sa performance. Par la réduction du temps passé en nettoyage, pouvant atteindre jusqu’à plusieurs centaines d’heures par an et par ligne, ces lignes de production gagnent en disponibilité et peuvent ainsi produire davantage.
En complément, la consommation d’eau et d’électricité induite par ces nouveaux protocoles de nettoyage se trouve significativement réduite. Les gains observés par ligne et par an sont en moyenne équivalents au volume d’eau contenu dans une piscine olympique (soit environ 3 000 m3 d’eau), ce qui peut représenter entre 10 et 20% d’eau utilisée en moins pour ce type processus.
Faites une recherche parmi tous les articles du site:
Articles similaires dans la même catégorie


Pas de commentaires!
Soyez le premier à commenter
Seuls les utilisateurs enregistrés peuvent commenter. Connectez vous !