
La pompe à vide à palettes lubrifiées R5 de Busch et une pompe à vide à vis conventionnelle à bain d’huile ont été testées par l’organisme TÜV SÜD, afin de contrôler la vitesse de pompage, la consommation électrique et le temps de vidange. Les résultats, présentés sous la forme d’une certification, attestent que la pompe R5 se classe première dans les trois domaines.
Les pompes à vide jouent un rôle important dans l’emballage des produits alimentaires frais. Quelle pompe à vide a le facteur d’efficacité le plus élevé ? Une comparaison directe peut répondre à cette question, à condition que la configuration de test ait été conçue de façon pertinente. Une étude comparative publiée récemment suggère la supériorité d’une pompe à vide à vis à bain d’huile.
Cependant, ce résultat n’a été obtenu qu’en utilisant une configuration de test qui semble très irréaliste. Entre-temps, l’organisme de contrôle indépendant TÜV Süd a également effectué une comparaison des pompes à vide concernées. Il s’agissait de simuler de manière réaliste un procédé industriel standard. Dans ces conditions, le résultat est clairement en faveur de la pompe à vide à palettes rotatives et lubrifiées.
Cet article analyse les deux tests comparatifs. Par souci de clarté, ils sont désignés ci-après par les termes Test 1 et Test 2. Pour une meilleure lisibilité, la pompe à vide à vis à bain d’huile est abrégée en PVBH et la pompe à vide à palettes rotatives et lubrifiées est abrégée en PVPL.
Le détail des deux tests pratiqués se trouve en fin d’article, dans le focus technique.
Des résultats sans ambiguïté
 Les résultats des tests ont toujours été sans ambiguïté : la pompe à vide à palettes rotatives et lubrifiées (PVPL) assure une mise sous vide plus rapide (Fig. 3) et consomme moins d’énergie que la pompe à vide à vis (PVBH). En fonction de la vitesse programmée de la PVPL, il en résulte des temps de pompage encore plus courts ou des économies d’énergie accrues. Par exemple, la PVPL est 11 % plus rapide en mode 40 Hertz et permet, en comparaison, d’économiser 42 % de la consommation d’énergie.
Les résultats des tests ont toujours été sans ambiguïté : la pompe à vide à palettes rotatives et lubrifiées (PVPL) assure une mise sous vide plus rapide (Fig. 3) et consomme moins d’énergie que la pompe à vide à vis (PVBH). En fonction de la vitesse programmée de la PVPL, il en résulte des temps de pompage encore plus courts ou des économies d’énergie accrues. Par exemple, la PVPL est 11 % plus rapide en mode 40 Hertz et permet, en comparaison, d’économiser 42 % de la consommation d’énergie.
En plus du temps de mise sous vide et de l’énergie consommée, la vitesse de pompage et la consommation d’énergie ont également été mesurés pendant le test en fonction de la pression d’aspiration (Fig. 4). La consommation d’énergie spécifique (CES) pour différents niveaux de vide a été calculée à partir de ces valeurs mesurées. Cela donne des informations précises sur le nombre de watts nécessaires pour extraire un mètre cube d’air par heure afin d’atteindre un certain niveau de vide. Ici aussi, la PVPL surpasse la PVBH pour tous les niveaux de vide. Les économies d’énergie se situent entre 13 et 73 %. À un niveau de vide de 10 mbar (typique dans la pratique), la PVPL consomme 38 % d’énergie de moins que la PVBH (Fig. 4).
Une question de principe
La PVPL est un classique de la technologie des pompes à vide. La R5 RA 0630 C utilisée ici, bénéficie de dizaines d’années d’optimisation technique pour la génération de vide. En revanche, la PVBH est un surpresseur transformé. Bien que la génération de vide et la compression concernent toutes deux l’extraction de gaz, les objectifs différents exigent des solutions techniques différentes.
Pour les surpresseurs, le taux de compression est généralement de 1 à 10 ; pour les pompes à vide, il est de 1 à 100 à 1à1 000, donc beaucoup plus élevé. D’un point de vue technique, cela signifie que, dans un compresseur à vis, les deux vis et le boîtier peuvent tous être fabriqués avec des tolérances plus élevées. Cela signifie que la production est plus rentable et que le taux de compression visé de 1 à 100 est atteint, malgré une augmentation considérable des fuites internes. Cependant, cela n’est possible que parce que les fuites sont compensées par une vitesse de rotation beaucoup plus élevée d’environ 7 000 tr/min à pleine charge.
La PVPL, en revanche, est une pompe à vide pure avec des pièces de précision et des tolérances minimales, qui réduisent au minimum les taux de fuite internes et permettent finalement un taux de compression beaucoup plus élevé. Elle assure donc une performance constante du début à la fin de l’évacuation avec une faible consommation d’énergie. C’est pourquoi elle fonctionne à un régime maximal de 1 000 tr/min. La vitesse plus basse réduit la charge mécanique et donc les besoins de maintenance. Cela permet également d’allonger considérablement les durées de vie et de réduire les coûts du cycle de vie des machines. La PVBH, quant à elle, exige une commande de pression séparée, au moyen d’une vanne de régulation d’aspiration, pour éviter une surcharge de la pompe à vide, dans une plage comprise entre 1 000 et 300 millibars.
Entre la pression atmosphérique et le vide primaire, elle fonctionne avec des performances considérablement réduites. Cette conception et celle adoptée pour la construction du surpresseur contribuent de manière significative à l’allongement du temps d’évacuation de la pompe. Ce sont précisément ces différences qui ont eu finalement un impact sur les résultats du test comparatif.
Tests effectués
Test 1 : fonctionnement à la demande vs fonctionnement à pleine charge

Fig 1: consommation électrique avec un moteur standard.
Ce test a été demandé par le fabricant de la pompe à vide à vis à bain d’huile (PVBH). L’entreprise est spécialisée principalement dans les surpresseurs et la machine en question est dérivée de la technologie des surpresseurs. Elle a été comparée à une pompe à vide à palettes rotatives et lubrifiées (PVPL) R5 RA 0630 C de Busch. Cependant, la configuration de test ne permet pas une comparaison réaliste pour plusieurs raisons. Le cycle de test a simulé différents processus utilisant du vide. Toutefois, les interruptions de production, y compris les temps d’arrêt nocturnes pendant lesquels la PVPL, contrairement à la PVBH, continuait à fonctionner, étaient aussi évidemment incluses.
Lors du test, la PVBH a été utilisée comme partie d’un système comprenant des variateurs de vitesse et un système de commande intégré qui arrêtait la pompe à vide pendant les pauses. D’autre part, la PVPL était apparemment connectée comme une machine isolée qui fonctionnait en permanence à pleine puissance. Le test 1 a, pour ainsi dire, comparé ce qui est incomparable. La pompe à vide fonctionnant en continu consomme naturellement plus d’électricité que son homologue régulée, qui s’arrête automatiquement lors des pauses. La PVPL aurait également pu être équipée d’un variateur de vitesse et d’un système de commande. Busch propose une telle version de cette pompe à vide. Cela aurait créé des états initiaux similaires. De toute évidence, ce n’était pas le cas. Malheureusement, la description du test manque d’informations précises sur ces conditions d’encadrement pourtant essentielles.
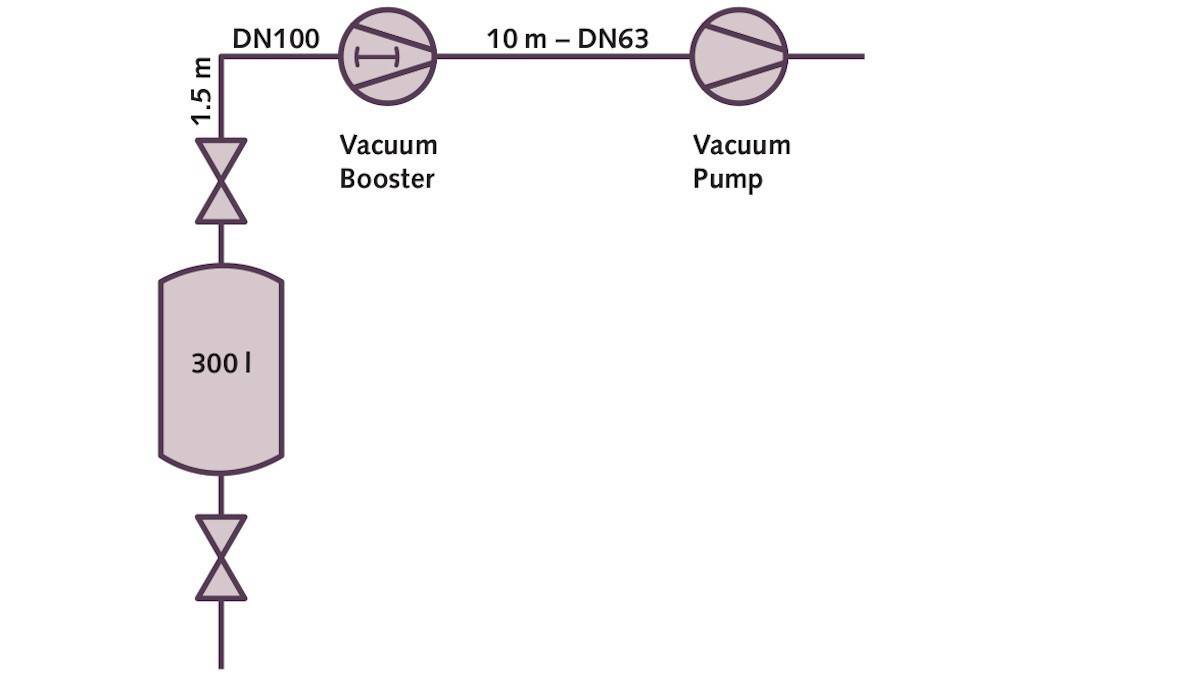
Fig 2: configuration de test réaliste avec réservoir de vide, booster de vide et pompe à vide testée en tant que pompe primaire.
En raison de sa conception, une PVPL a en général la consommation d’énergie la plus élevée dans la phase de démarrage, entre la pression atmosphérique et environ 300 mbar (Fig. 1). Cependant, la consommation électrique diminue considérablement à mesure que la pression d’aspiration diminue. En revanche, une PVBH consomme à peu près la même quantité d’énergie entre la pression atmosphérique et la pression finale. Cela signifie qu’une PVPL nécessite beaucoup moins d’énergie dans la plage de fonctionnement entre la pression finale et 100 mbar qu’une PVBH.
Test 2 : conditions identiques
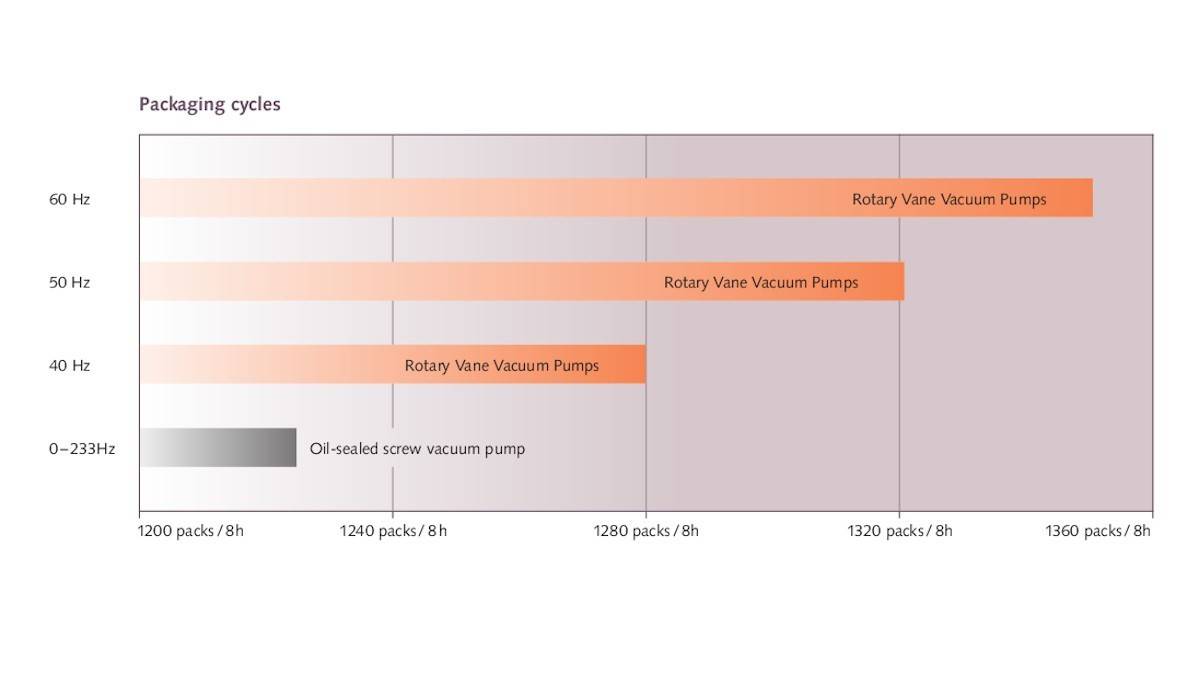
Fig 3: unités emballées en fonction de la vitesse ou de la conception de la pompe à vide.
Le second test comparatif (Fig. 2) a été récemment effectué par l’organisme de test indépendant TÜV Süd. C’est l’un des principaux organismes de ce genre. Les mêmes pompes à vide que celles du test 1 ont été utilisées, mais cette fois-ci, le fonctionnement réel a été simulé, sans pause ni arrêt nocturne. Le test 2 a simulé le cycle de fonctionnement d’une machine d’emballage sous vide. Il s’agit d’une utilisation courante des pompes à vide dans l’industrie. Comme c’est souvent le cas pour de telles applications, les deux pompes à vide ont également été secondées par un booster de vide identique.
De plus, la configuration et la procédure de test ont été vérifiées par un fabricant bien connu de machines d’emballage sous vide qui a validé l’installation comme représentative de la réalité. L’application choisie en exemple est une machine d’emballage avec un grand volume de chambre, comme celle utilisée pour l’emballage de viande ou de fromage. Typiquement, une telle machine avec alimentation automatique du produit traite plusieurs cycles par minute.
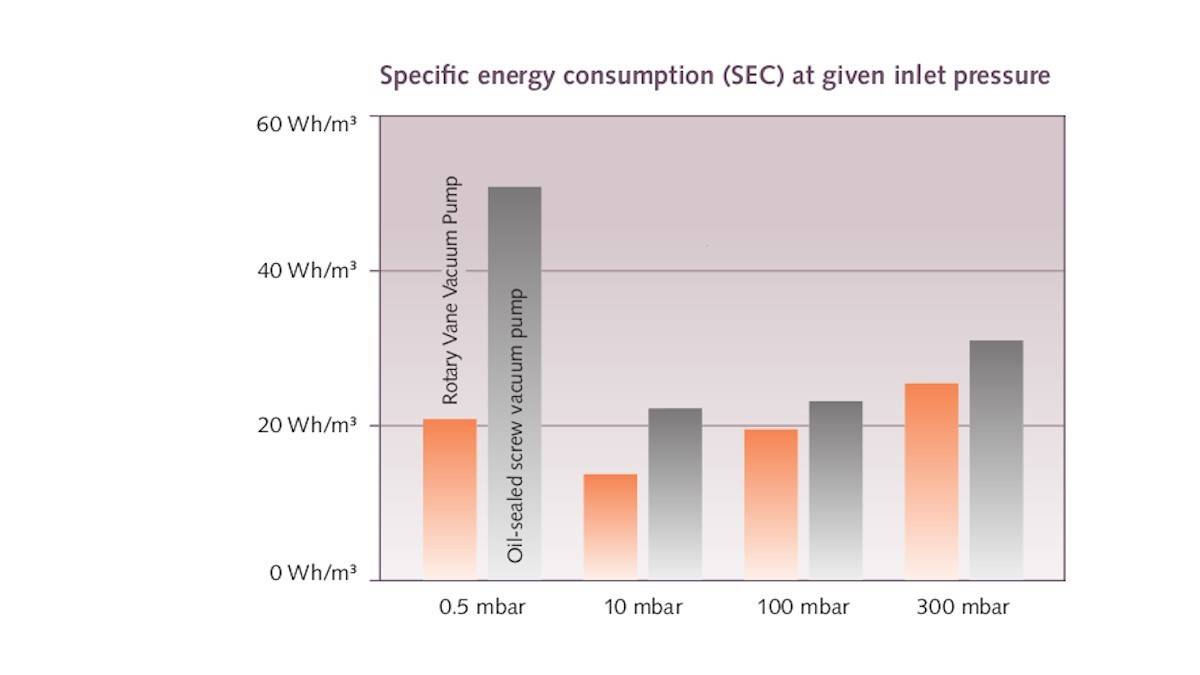
Fig 4: comparaison de la consommation d’énergie spécifique (CES) des pompes à vide testées en fonction de la pression d’aspiration.
Lors du test, la machine d’emballage a été simulée par une chambre de 300 litres et un système de conduites de 11,5 mètres de long reliant la chambre, le booster de vide et la pompe à vide. La chambre a été vidée par pompage de manière cyclique à un niveau de vide de 5 mbar. Le temps d’évacuation dépendait de la performance des pompes à vide. Le temps entre les cycles d’évacuation a été fixé à 14 secondes, un laps de temps typique pour des machines d’emballage de cette taille. Le temps d’évacuation de la pompe à vide pour atteindre le vide demandé et leur consommation d’énergie ont été enregistrés.
Conclusion
Le test 2 a été effectué dans des conditions réalistes. Des éléments comparables ont été comparés. En d’autres termes, les données réelles sur les performances de la génération de vide ont été recueillies et comparées.
La pompe à vide à palettes rotatives et lubrifiées à l’huile R5 RA 0630 C (PVPL) de Busch s’est révélée nettement plus performante que la pompe à vide à vis (PVBH) conçue à l’origine à partir d’un surpresseur, tant du point de vue du temps d’évacuation que de la consommation énergétique.
Faites une recherche parmi tous les articles du site:
Articles similaires dans la même catégorie



Pas de commentaires!
Soyez le premier à commenter
Seuls les utilisateurs enregistrés peuvent commenter. Connectez vous !