
Une installation de biogaz néerlandaise a installé des réducteurs MAXXDRIVE de NORD DRIVESYSTEMS lors d’un projet de rénovation. L’objectif ? Répondre aux défis de conception spécifique, dont une géométrie de cuve non standard et des exigences de sécurité en atmosphère explosive (ATEX).
L’efficacité et la fiabilité des systèmes d’entraînement sont fondamentales dans les processus industriels continus, tels que la production de biogaz par méthanisation. Les réducteurs industriels, chargés de transmettre la puissance du moteur à l’organe mené en adaptant couple et vitesse, jouent un rôle central : ils ont pour fonction principale de réduire la vitesse de rotation issue d’un moteur électrique tout en augmentant proportionnellement le couple transmis à la machine entraînée – ici, un agitateur.
Principes techniques et conception des réducteurs MAXXDRIVE
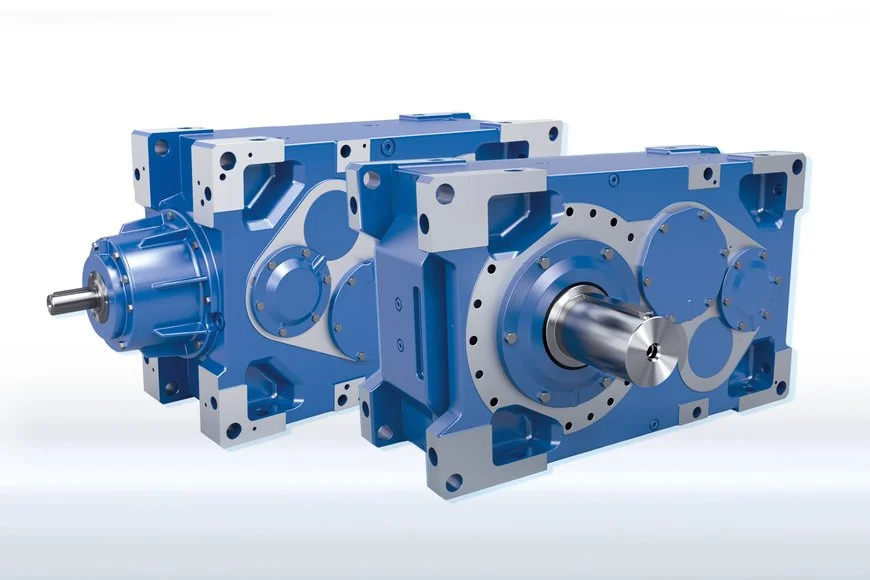 La gamme MAXXDRIVE couvre des couples nominaux très élevés, jusqu’à 282 000 Nm, pour des puissances pouvant atteindre 6 000 kW, répondant aux besoins des applications “lourdes”. La conception monobloc de leur carter constitue un avantage technique notable. Ce carter est usiné à partir d’une pièce de fonderie monobloc, comportant tous les alésages pour les roulements et les arbres. Cette approche élimine les plans de joint structurels typiques des carters assemblés, qui peuvent être sources de faiblesse sous fortes charges ou de défauts d’alignement.
La gamme MAXXDRIVE couvre des couples nominaux très élevés, jusqu’à 282 000 Nm, pour des puissances pouvant atteindre 6 000 kW, répondant aux besoins des applications “lourdes”. La conception monobloc de leur carter constitue un avantage technique notable. Ce carter est usiné à partir d’une pièce de fonderie monobloc, comportant tous les alésages pour les roulements et les arbres. Cette approche élimine les plans de joint structurels typiques des carters assemblés, qui peuvent être sources de faiblesse sous fortes charges ou de défauts d’alignement.
Il en résulte une rigidité torsionnelle très élevée, un alignement précis et durable des trains d’engrenages (garant d’un fonctionnement silencieux et d’une usure réduite), une meilleure étanchéité et une capacité accrue à supporter les charges radiales et axiales externes, facteurs clés pour la longévité et la fiabilité, surtout avec de longs arbres d’agitation ou des forces dynamiques importantes. Le fabricant affirme proposer les plus grandes tailles de réducteurs industriels avec cette architecture monobloc. La modularité de la gamme permet aussi des adaptations spécifiques (refroidissement renforcé, entraxes spéciaux pour levage, etc.).
Encart : quelques mots sur le procédé de méthanisation anaérobie
Il repose sur l’activité de micro-organismes qui dégradent la matière organique en l’absence d’oxygène pour produire du biogaz (principalement du méthane et du dioxyde de carbone). Pour une digestion efficace, le substrat (ou digestat) doit être maintenu dans des conditions homogènes de température, de viscosité, de pH et de disponibilité des nutriments. Un brassage constant et adapté est donc essentiel pour éviter la stratification thermique, la formation de croûtes en surface, la sédimentation au fond et pour assurer un contact optimal entre les microbes et la matière.
Un défi technologique lié aux éléments existants
L’extension de l’usine de biogaz de l’unité agricole à grande échelle du groupe néerlandais Smits a toutefois posé un défi aux fabricants des unités de mélange : Contrairement à la pratique habituelle, les agitateurs rotatifs ont dû mélanger une base rectangulaire d’environ 1 200 m² au lieu d’une base circulaire. Difficulté supplémentaire : les tours comportaient davantage de piliers en béton que de poutres de toit. Ces éléments perturbent les schémas de flux hydrodynamiques par rapport à une cuve cylindrique classique, rendant l’homogénéisation plus difficile et énergivore.
Une configuration unique et sur mesure qui assure le brassage requis
Face à ce cahier des charges, le spécialiste Jongia Mixing Technology a conçu un système d’agitation spécifique, reposant sur deux agitateurs par cuve, dotés d’arbres de 4,5 m. Pour entraîner ces agitateurs, 16 réducteurs MAXXDRIVE ont été sélectionnés. Compte tenu de la présence de méthane, un gaz inflammable, l’environnement est classé comme atmosphère potentiellement explosive. Les équipements installés doivent donc impérativement être conformes à la directive européenne ATEX 2014/34/EU, garantissant leur sécurité d’utilisation (prévention des sources d’inflammation : étincelles, échauffements…). Les réducteurs NORD utilisés sont certifiés ATEX pour le groupe II, catégorie 2G/D.

Techniquement, ils délivrent un couple de sortie approchant 29 000 Nm. Le rapport de réduction élevé de 123:1 permet de transformer la vitesse de rotation du moteur électrique en une vitesse lente adaptée à l’agitation (environ 12 à 24 tr/min selon la vitesse moteur), tout en multipliant le couple pour vaincre la résistance du fluide visqueux. La puissance motrice installée est de 37 kW par unité. Cette configuration assure le brassage requis malgré les contraintes géométriques de l’installation, qui fonctionne de manière satisfaisante depuis près d’un an.
Faites une recherche parmi tous les articles du site:
Articles similaires dans la même catégorie




Pas de commentaires!
Soyez le premier à commenter
Seuls les utilisateurs enregistrés peuvent commenter. Connectez vous !