
Dans le domaine agro-alimentaire, les brasseurs ont une place de choix: les procédés sont rigoureux et nécessitent des contrôles à de nombreuses étapes de la fabrication. En installant le transmetteur de la série Indigo 500 de Vaisala dans son usine de Halmstad, en Suède, Viking Malt a testé la surveillance continue de l’humidité au niveau du maltage. Résultats, en seulement 3 mois : amélioration de la qualité, économie d’énergie, plus grande rentabilité !
Contexte
Dans la fabrication de bières, de whiskeys et de nombreux produits de boulangerie, le malt est un ingrédient important. Les grains proviennent majoritairement de l’orge, mais le blé et le seigle peuvent également être utilisés, tout comme le riz et le maïs. Ses malteries étant situées en Europe du Nord, Viking Malt y trouve plusieurs avantages.
Par exemple, l’orge provenant de ses fermes sous contrat est de bonne qualité et possède d’excellentes caractéristiques de maltage. De plus, les hivers froids permettent d’éradiquer les nuisibles et les maladies, les récoltes poussent plus vite sous le soleil de minuit, ce qui veut dire qu’elles ont besoin de moins de pesticides.
Le maltage
 Le maltage implique l’initiation, la gestion et l’arrêt de la germination. Toutes ces étapes exigent un contrôle précis et attentif de l’humidité en chambre, de la température et parfois du dioxyde de carbone.
Le maltage implique l’initiation, la gestion et l’arrêt de la germination. Toutes ces étapes exigent un contrôle précis et attentif de l’humidité en chambre, de la température et parfois du dioxyde de carbone.
En matière de bières, les goûts et les couleurs ne se discutent pas, mais pour assurer l’homogénéité du goût et les autres caractéristiques, le malt doit être de haute qualité. M. Tony Öblom, responsable technique de la malterie, indique : « Chez Viking Malt, nous travaillons très dur à la production de malts homogènes de haute qualité. Nous y parvenons en opérant une sélection et une gestion minutieuses des matières premières, en surveillant et en contrôlant la production le plus précisément et le plus soigneusement possible. »
Le maltage est composé de trois phases qui, réunies, peuvent varier de 7 à 10 jours, en fonction des caractéristiques des matières premières et des arômes voulus. Ces trois phases sont les suivantes :
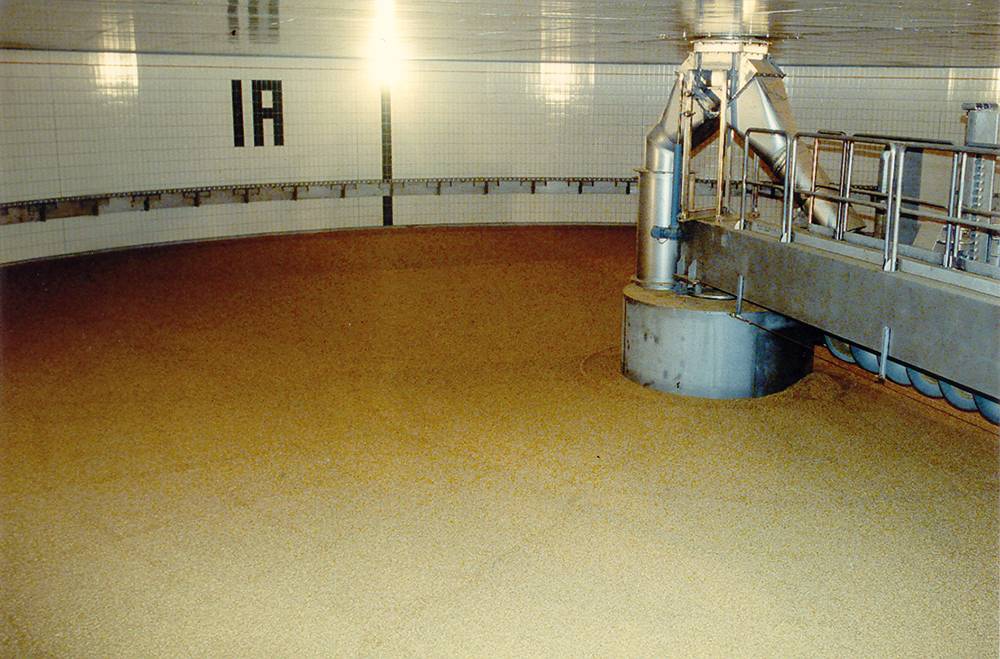
- Le trempage : les grains sont lavés et leur taux d’humidité est augmenté dans les cuves de trempage pour stimuler la germination. Le trempage comprend normalement plusieurs périodes d’humidification et de séchage, de durées variables.
- La germination : période pendant laquelle les graines commencent à produire des enzymes. Par exemple, l’amylase transforme l’amidon en sucres et la protéase se décompose en protéines.
- Le touraillage : lors de cette dernière étape, le « malt vert » est séché et chauffé dans une touraille jusqu’à ce qu’apparaissent les arômes voulus.
Au début du maltage, l’humidité à l’intérieur de la touraille peut être de 100 % à 60-65 °C tandis qu’en fin de touraillage, elle peut osciller entre 80 et 95 °C, avec une humidité cible de 4 %.
L’importance de la surveillance
 En tant que producteur de 65 types de malts différents, Viking Malt surveille de très près sa charge d’alimentation et ses process de production afin de garantir l’homogénéité et le respect des spécifications pour des caractéristiques telles que l’humidité, la couleur, l’arôme, le contenu en protéines et enzymes. Des échantillons sont fréquemment prélevés pour réaliser des tests dans le laboratoire sur site. « Les résultats prennent environ 6 heures », explique Tony Öblom. Pour certains paramètres, ce délai est acceptable, mais pour optimiser le contrôle du process, des données en temps réel étaient essentielles. C’est ainsi que l’équipe technique a voulu essayer le transmetteur Indigo 520 de Vaisala sur leur installation.
En tant que producteur de 65 types de malts différents, Viking Malt surveille de très près sa charge d’alimentation et ses process de production afin de garantir l’homogénéité et le respect des spécifications pour des caractéristiques telles que l’humidité, la couleur, l’arôme, le contenu en protéines et enzymes. Des échantillons sont fréquemment prélevés pour réaliser des tests dans le laboratoire sur site. « Les résultats prennent environ 6 heures », explique Tony Öblom. Pour certains paramètres, ce délai est acceptable, mais pour optimiser le contrôle du process, des données en temps réel étaient essentielles. C’est ainsi que l’équipe technique a voulu essayer le transmetteur Indigo 520 de Vaisala sur leur installation.
« Les données d’humidité continue nous permettent de déterminer le moment précis où le maltage est terminé, détaille le responsable. Non seulement nous pouvons garantir la qualité de nos produits en évitant tout sous-séchage ou surséchage, mais nous économisons également de l’argent puisque le surséchage constitue une perte d’énergie qui augmente le prix du produit final. »
Les mesures fiables et continues fournies par le transmetteur Indigo 520 fournissent également un enregistrement complet de la production, sans aucune interruption pour les activités d’étalonnage et de maintenance.
Technologie de surveillance
Le transmetteur Indigo 520 collecte les données d’une sonde d’humidité HMP7 de Vaisala, qui utilise la technologie de chauffage, et est spécialement conçu pour les applications à forte humidité. Associé à une sonde de température TMP1, ce système fournit des mesures d’humidité relative stables et fiables dans la dernière touraille.
Le transmetteur Indigo 520 est compatible avec la gamme complète des sondes intelligentes compatibles Indigo de Vaisala pour les mesures de l’humidité, de la température, du point de rosée, du dioxyde de carbone, du peroxyde d’hydrogène vaporisé et de l’humidité dans l’huile. Il peut accueillir 2 sondes de mesure amovibles en même temps pour mesurer les mêmes paramètres, ou des paramètres différents, simultanément. Le transmetteur dispose d’un boîtier en métal solide certifié IP66 et NEMA 4, et d’un écran tactile en verre renforcé. Grâce à cet écran local, le personnel sur site bénéficie d’un accès rapide et facile aux données en direct et en connectant le transmetteur au système de contrôle, Tony et son équipe peuvent afficher les relevés où qu’ils se trouvent et à tout moment du jour et de la nuit.
Conçu pour toutes les industries, même les plus difficiles
 Avec leurs coques robustes et leurs écrans tactiles renforcés, ces transmetteurs sont conçus pour fonctionner dans les pires environnements industriels. Les utilisateurs d’une large gamme d’industries peuvent tirer profit des avantages des sondes intelligentes compatibles Indigo de Vaisala pour les mesures de l’humidité, de la température, du point de rosée, du dioxyde de carbone, du peroxyde d’hydrogène vaporisé et de l’humidité dans l’huile. Ces sondes intelligentes font appel à des technologies avancées uniques et sont reconnues pour leur exactitude et leur stabilité à long terme. De plus, elles sont rapidement et facilement échangeables en cas de besoin.
Avec leurs coques robustes et leurs écrans tactiles renforcés, ces transmetteurs sont conçus pour fonctionner dans les pires environnements industriels. Les utilisateurs d’une large gamme d’industries peuvent tirer profit des avantages des sondes intelligentes compatibles Indigo de Vaisala pour les mesures de l’humidité, de la température, du point de rosée, du dioxyde de carbone, du peroxyde d’hydrogène vaporisé et de l’humidité dans l’huile. Ces sondes intelligentes font appel à des technologies avancées uniques et sont reconnues pour leur exactitude et leur stabilité à long terme. De plus, elles sont rapidement et facilement échangeables en cas de besoin.
Ces transmetteurs testés dans les usines finlandaise et suédoise de Viking Malt ont fait la démonstration d’avantages similaires en matière d’efficacité du contrôle de process. Tony envisage donc de déployer cette technologie dans les autres usines du groupe. « À Halmstad, nous prévoyons d’installer deux transmetteurs avec deux sondes d’humidité dans chacune des six tourailles. Cela nous permettra d’améliorer considérablement le contrôle du process, d’abaisser les coûts et de réduire notre consommation énergétique. »
Faites une recherche parmi tous les articles du site:
Articles similaires dans la même catégorie



Pas de commentaires!
Soyez le premier à commenter
Seuls les utilisateurs enregistrés peuvent commenter. Connectez vous !